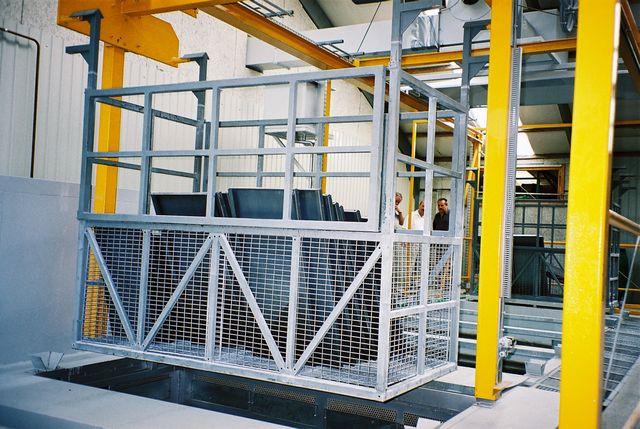
The dipping pre-treatment equipment is a movement driven system. The work pieces need to be placed in a basket of the place of feeding or need to be hung on a rack. According to the automation of the system, the racks are driven through the system either by a ceiling crane of manual operation or by a fully automatic PLC-controlled crane (bucket trolley) along the pre-treatment line.
The technology of pre-treatment is to be selected always by the characteristics of the work piece and the required quality to be reached. The selection of the technology needs to be done in agreement with the chemical suppliers (Metalchem, Chemetall, and Henkel). Taking the needs and the size of the work into consideration, there is a possibility for running trial pre-treatment on the work pieces with the recommended technology line. Following completion of the trail, by means of laboratory tests, it can be defined whether the given technology line is appropriate or not for reaching the possible best pre-treatment quality.
The material of the tubs can be:
- Normal steel sheet
- Galvanised sheet
- Corrosion-proof or acid-proof
- Plastic
If the treating temperature is not high (<65 ℃), plastic is a perfect second choice even in place of an acid-proof steel and also in pricing, it provides a lot more favourable solution.
The tube type of pre-treatment systems can be categorized in two groups basically:
- manual system
- automatic system
Manual system
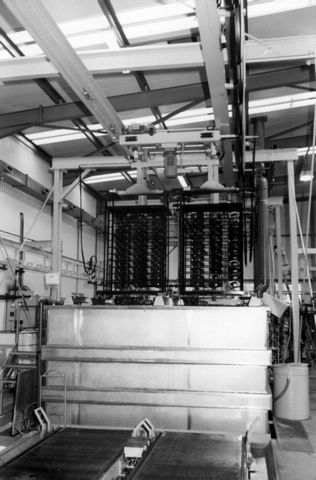
The manual system is usually recommended for smaller volumes and in cases of simpler technology lines in place. This does not mean that a simple system could not be automated but it needs to be examined in all cases which one is the most economical to be applied. With manual systems, the work pieces are usually placed/hung on the racks (or in the baskets) manually, and then with the help of a ceiling-crane, the pieces/racks are loaded from one tub to another by an operator following through the whole process of the technology. With such systems, the operating personnel has key role since they also need to be responsible for meeting the technology time frames, precise positioning, the control of the system and for the continuous supervision. Therefore, the manual system significantly increases the handling time.
Automatic system
The automatic system varies from the partly automated systems to the fully automatic one. With an automatic system, the baskets (racks) are moved by PLC-driven cranes. In such cases, the task of the operators, according to the level of automation, will only be controlling supervision so they will not have to intervene in the processes. The cranes, positioning, heating, valve openings and closing can all be controlled with sensors and a program written in advance. Even the feeding of the work pieces may be automated if they are forwarded through a conveyor system and the crane offload them from that system and feeds the racks in the tubs.
A dip type of pre-treatment equipment may consist of the following main and auxiliary units:
- feeding place
- off-loading place
- pre-treatment tubs as per the technology
- sprayer frames on the tubs as necessary
- sprayer, degreasing tub for pre-degreasing as necessary
- cascade bonds for the water saving solution
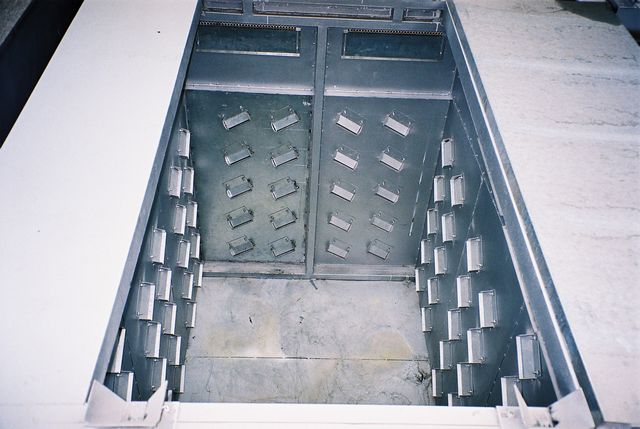
- the hot operation tubs can also be equipped with doors if needed
- water dryer-separator tub with door, electric or gas-driven air heater
- PLC-controlled crane with frequency converter elevator and advance drive motor
- crane line and steel structure in a lower or upper line design
- rim removal by suction or tent removal by suction for the hot operation tubs
- suction fan and air technique with regulator shutters
- discharge air technique and drip separator
- air washer unit
- the engineering units serving the pre-treatment system (pumps, furnace, piping and pipe assemblies, valves and closures)
- heat-exchanging washing unit
- the heavy power board of the equipment, control cabinet with PLC and program
- sensors, end-position switches, level controllers
- RO equipment and its storage tank for generating desalted water
- chemical feeders
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}