The blast pre-treatment equipment (with one or two exceptions) are of continuous operation, therefore they mean the most advantageous solution with an automatic surface treatment line.
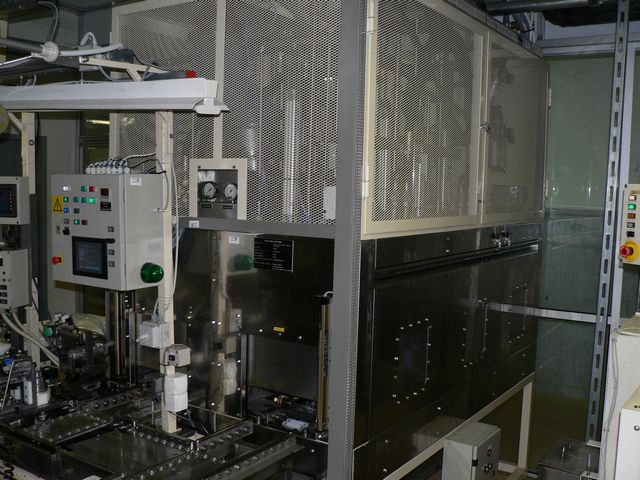
The surface treatment equipment is a single-lined continuous operation unit working with blasting operation. The equipment degreases and phosphate the work pieces arriving on the conveyor in a chemical and hydro-mechanical method. The equipment consists of a row of tub, structure and engineering units.
There are dripping trays placed between the zones of the tunnel, which return the dripped liquid to the appropriate tanks. In order to abate over spraying between the zones, apertures are placed.
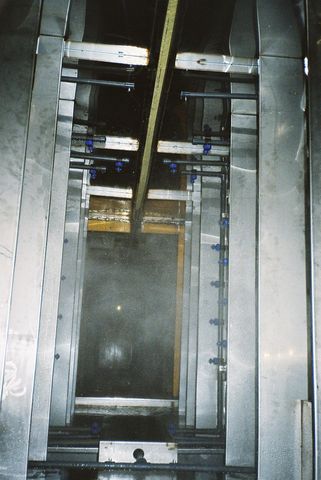
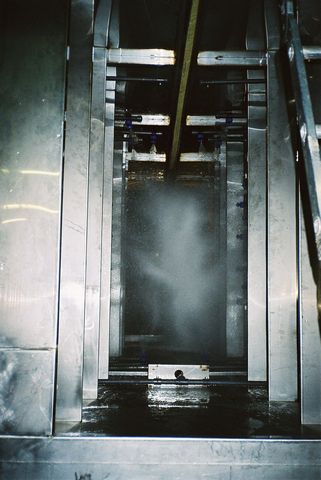
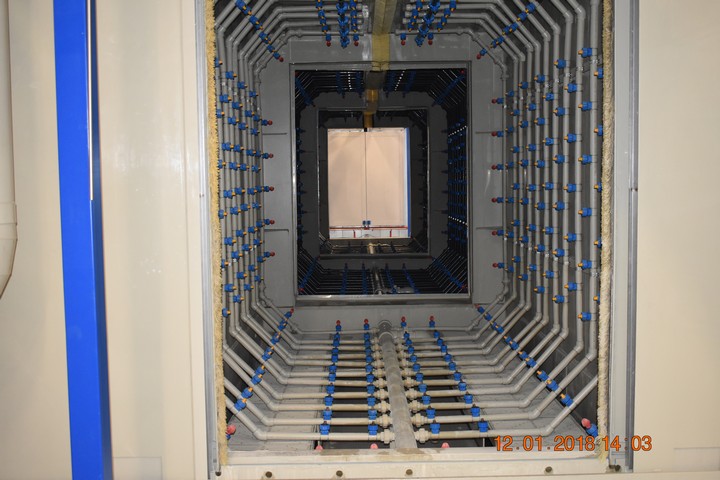
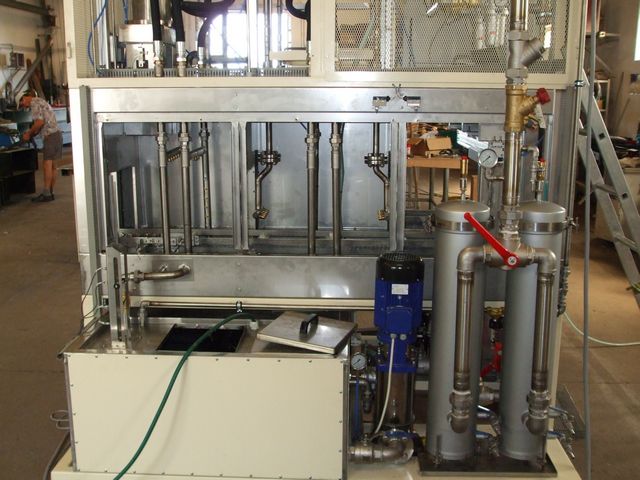
The blast pre-treatment equipment is named after its spraying crown system element. The crowns need to be equipped with the appropriate number of nozzles adjusted to the technology times and dimensions of the work pieces. As default, the nozzles are usually of PP adjustable ones, since the desired appropriate spraying pattern can be adjusted with that most correctly. The system can be optionally designed with normal metal (threaded) nozzles, by which the equipment may be turned cheaper. The sprayer crowns are supplied by the circulating pumps installed by the tubs or onto them.
There is a rough removable filter placed in the tank which provides protection to the circulating pump. The spraying pressure of the pumps can be adjusted according to the work pieces. The types of pumps usually installed in our systems are KSB, RITZ and SAER.
Charging of the tubs in operation is automatic. The system, according to the technology can be equipped with one or more refreshing crowns. The equipment is supplied with fresh water through them. The amount of water supplied is adjustable and can be set on a rota meter circle. In order to eliminate the amount of waste water generated, wherever it is possible, the tubs are linked in a cascade. The cascades work automatically.
The required technology temperature of the tubs cab be provided by electric heating inlets or hot water heated heat-exchanger (lamellar or coil type of) in a regulated system.
If a lamellar heat-exchanger is installed, the heat- exchangers are equipped with washing outlets. The quotation in such cases will include a heat-exchanger washing unit as well, by the help of which the heat-exchanger unit can be washed through in a pre-set frequency. This ensures a continuously efficient operation of the system. Before the heat-exchanger unit, a filter bag is installed, which continuously screens the chemical applied.
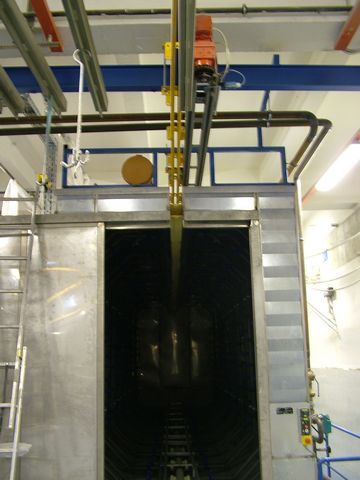
The material moving conveyor passes along the outside of the equipment (suspended on a steel support structure) and the spraying out of the tunnel is prevented by the double plastic brush tie. The steaming out of the tunnel is prevented by suction of an exhaust fan. As default, plastic grating is installed on the floor of our equipment.
For the collection of waste water, collecting shafts need to be created under the pre-treating unit as well as around the pre-treatment unit. The supply of the waste water treating unit is managed by the collecting shaft by means of pumps.
After the pre-treatment unit, a blow-off station can also be installed id required if the work piece concerned is so profiled that is reasonable to blow off the residual liquids from them prior to water drying separation.
The structure of the equipment as well as the material of the pre-treatment tubs is always in accordance with the technology descriptions. Therefore, wherever it is possible, it can be normal steel, stainless steel where it is necessary or acid-proof in case of the required elements. The pre-treatment unit in the heated zones is of insulated type. The entire equipment and also the tubs are given a galvanised steel plated cover outside.
The best solution however is the plastic structure. Besides its major advantage that it is much cheaper than any stainless steel or acid-proof structures, with plastic, there is no need for creating a new structure in case of a change in the technology. This is possible because the complete structure is made of the same material (plastic i.e. acid-proof) therefore, while in case of an equipment with a structure of normal acid-proof steel zones the individual zones cannot be replaced (that is an acid-proof zone cannot be placed in place of a zone of normal steel), with systems of plastic, the zones can freely be swapped over. Thanks to these advantages, the pre-treatment systems we recommend are the ones with plastic structure.
A blasting type of pre-treatment equipment may consist of the following main and auxiliary units:
- pre-treatment structure, internal grating, manipulating doors
- conveyor support on the structure
- pre-treatment tubs as per the technology
- filters for the tubs
- sprayer crown system with nozzles
- engineering units supplying the pre-treatment system (pumps, furnace, pipes and pipe assemblies, shutters)
- refreshing crowns
- cascade links for the water saving solution
- brush shutter for preventing spray out
- exhaust fan and air technique with regulator shutters
- discharge air technique and drop separator
- air washing unit
- heat-exchanger washing unit
- the heavy power board of the equipment, control cabinet with PLC and program
- sensors, end-position switches, level controls, checking and measuring
- RO equipment and its storage tank for generating desalted water
- chemical feeders
- blow-off station at the back of the pre-treatment equipment
Individually designed pre-treatment systems, component washing units
One of the special branches of the spraying type of pre-treatment equipment is the units of individual design and elements washing units. These units are designed for specific or individual works with a detailed involvement of the customer. These units are completely designed for one specific work piece to be processed.
Pre-treatment cabinets
These units are practically of movement-driven types of pre-treatment equipment. They are usually applied in cases of pre-treatment of large dimension work pieces or fibre materials. The individual zones (degreasing, flushing etc.) are placed in separated cabinets or, if it can be managed, in the same cabinet and the certain treatments are carried out in a sequence following one another.
During the spraying application, the work pieces are moved here and there by an auxiliary chain before the fix-positioned nozzles; therefore there is no need for spraying applied all the way along the cabinet. Therefore with fewer nozzles and with lower-capacity equipment the same efficiency can be provided.
In its structure, the equipment takes after the sprayer type of pre-treatment equipment as if one of the zones was removed from the system. It has the same structure with similar design; it is only the water confluence which is in a different solution. The tubs are located under the main structure and the design and allocation of the sprayer nozzles are the same. The system is again fully automated. After the pneumatic door on the cabinet is opened, the work pieces are drawn in the cabinet by an auxiliary chain (the same auxiliary chain provides moving the work pieces while being sprayed). If the cabinets are installed after each other, the work piece makes a cabinet-long step forward at each movement entering the cabinet, while a new work piece is arriving in place of the moving one.
Component washing units
Smaller units individually designed for work pieces and specific tasks are usually applied in cases of special work pieces and tasks. These units are also fully automated. Since these units are also considered as spraying types of pre-treatment equipment; they are, in principle similar to those with spraying types of pre-treatment equipment. In such equipment, the washing operation is also done by sprayer crowns which are supplied by a circulating pump from the tub or tubs placed under the main structure of the equipment. Since these are also compact units, the drying after washing or the blow-off operation can also be additional, optional elements of the design.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}